





数控制造技术
·钢板下料、圈园、锅筒、管板钻孔等关键加工工艺全采用先进的数控加工,减少组装应力,延长锅炉使用寿命。
·钢管切割,螺纹管压制,对流管加工均采用先进的数控工艺。
·在国内率先采用拱形管板和螺纹烟管结构,增加热传导,彻底解决了后管板开裂的问题。
·链条炉排版面,前后烟箱面板采用数控等离子切割机切割,整齐美观。
先进焊接工艺
·锅炉纵、环缝焊接均采用先进的埋弧自动焊工艺,保证焊接质量,所有纵、环焊缝均进行100%的射线探伤。
·烟管与管板的焊接采用先预胀,消除管与管板的间隙,再采用氩弧自动焊的焊接工艺。有效的消除应力,延长锅炉使用寿命。
·管座法兰焊接,采用机器人焊接。
·链条炉排均为本厂制造,出厂前均试运转72小时,确保炉排的松紧度适中且不走偏。
精确零件加工
·制造工艺先进,采用流水线全自动旋压作业。
·强化传热,提高锅炉热效率。
·螺纹烟管为我公司多年研究的高效传热元件,经不断优化,在螺纹槽深与节距的选取上,达到满足流阻最低时,传热系数比普通烟管高1.8倍。
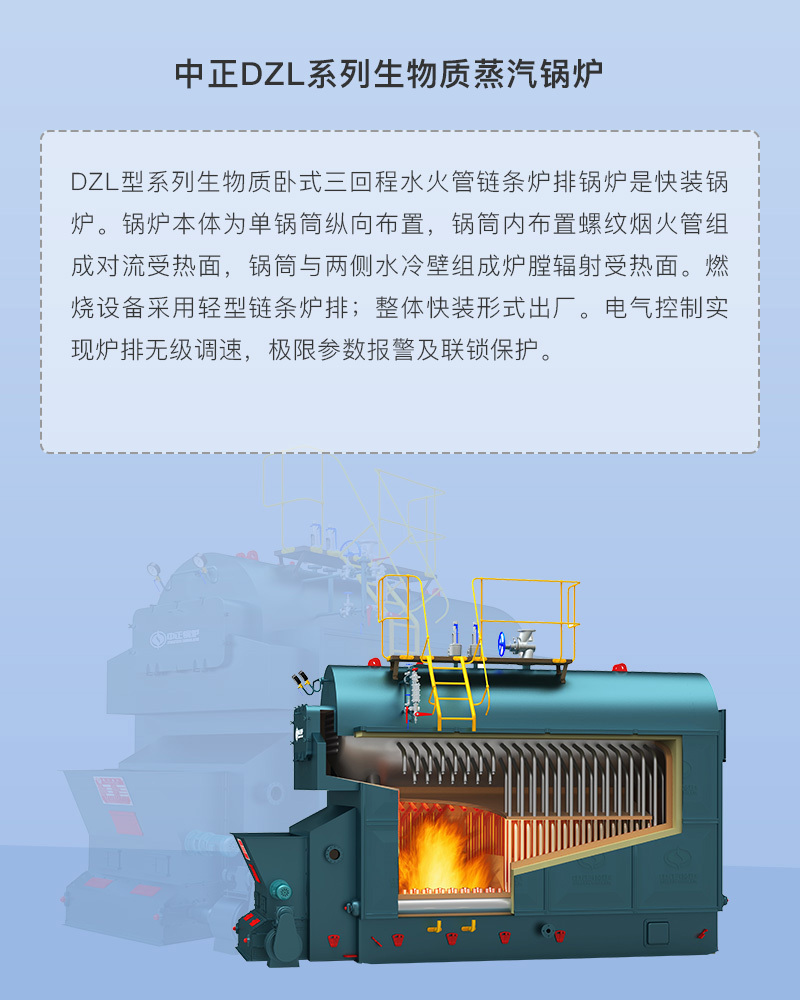
独特结构设计
·进行炉膛烟气扰动,保证挥发份完全燃烧。
·风量占总风量30%左右,风速约为50m³/s
·独立二次风机,风量风压易控制和调整。
燃烧产生的高温烟气首先从尾部进入本体两侧的八字烟道,(此时为水管式),烟气在管外流动。
·经过八字烟道冷却的烟气再由前烟箱进入布置在锅筒内的螺纹管(此时为火管式)。
·从后烟箱排出,这一设计从根本上解决了纯火管锅炉的管板开裂问题。
丰富辅助配置
播料器:·播料器,均匀给料,防止回火。
调速箱:·根据生物质燃烧速率,设计合理转速,确保燃料燃尽。
面板:·冷轧压膜凹凸面板,强度大,美观大方。
检修门:·合理的人孔和手孔布置,检修方便。炉膛设置了检修门,方便检修与保养。
| 锅炉型号 | 额定蒸发量/额定供热量(t/h/MW) | 工作压力(MPa) | 蒸汽温度/额定出水温度(℃) | 锅炉热效率(%) |
| DZL2-1.0-M | 2/1.4 | 1.0 | 184 | 88 |
| DZL2-1.25-M | 2/1.4 | 1.25 | 194 | 88 |
| DZL2-1.57-M | 2/1.4 | 1.57 | 204 | 88 |
| DZL2-2.45-M | 2/1.4 | 2.45 | 225 | 88 |
| DZL4-1.25-M | 4/2.8 | 1.25 | 194 | 88 |
| DZL4-1.57-M | 4/2.8 | 1.57 | 204 | 88 |
| DZL4-2.45-M | 4/2.8 | 2.45 | 225 | 88 |
| DZL6-1.25-M | 6/4.2 | 1.25 | 194 | 88 |
| DZL6-1.60-M | 6/4.2 | 1.6 | 204 | 88 |
| DZL10-1.25-M | 10/7 | 1.25 | 194 | 88 |
| DZL10-1.60-M | 10/7 | 1.6 | 204 | 88 |
| DZL15-1.25-M | 15/10.5 | 1.25 | 194 | 88 |
| DZL15-1.60-M | 15/10.5 | 1.6 | 204 | 88 |
| DZL20-1.25-M | 20/14 | 1.25 | 194 | 88 |
| DZL20-1.60-M | 20/14 | 1.6 | 204 | 88 |